Pourquoi les approvisionnements sont-ils toujours en retard ?
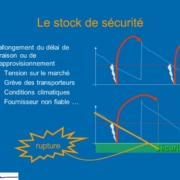
Il suffit d’une matière première ou d’un composant manquant pour que la production soit arrêtée avant la fin d’OF.
- La faute à pas de chance ?
- Pourquoi les approvisionnements sont-ils toujours en retard ?
Allons plutôt voir dans nos pratiques la cause du manque d’une matière première.
- Le stock informatique ne correspond jamais au stock du magasin à cause des consommations ou des sorties non déclarées
- Les commandes sont toujours passées en urgence sans respecter le délai de fabrication ou l’AR du fournisseur
Et dans les pratiques de nos fournisseurs
- Les AR de commandes sont renvoyés sans confirmer de date de mise à disposition
- Les appels de livraison ne sont plus pris en compte, les quantités livrées ne correspondent pas aux commande ou aux confirmations.
Ce qu’apporte le consultant
- Mettre en place les bonnes règles de pilotage des fournisseur
- Mettre en place des outils simples de gestion … même sans informatique …
- Avez-vous déjà mis en œuvre le classeur 31 jours ?
- Avez-vous déjà mis en place une tournée du laitier ?
- Avez-vous déjà mis en place un Kanban ?