Les Points-Rouges et la TPM
« Les Points-Rouges et la TPM est-ce grave docteur ? ». La question devrait plutôt être : « Jérôme, je n’ai pas de Points-Rouges, est-ce grave ? ». Quelques industriels m’ont en effet récemment sollicité pour démarrer des campagnes de Points-Rouges sur leur lignes.
Objectif de la démarche Points Rouges
- Les points rouges matérialisent la rigueur de mise en œuvre de la maitrise technique et du management dans l’entreprise
- Ils pourraient être interprétés comme des « sens interdits », nous les avons construits comme des limites matérialisant des zones d’autonomie et de délégation maitrisée
- Les premiers clients sont le pilote et le mainteneur qui interviennent directement sur la machine
Pour être pérenne, cette démarche doit être auditée et suivie d’actions correctives
- La maitrise doit auditer la mise en œuvre rigoureuse
- Un incident ! A-t-on effectué un diagnostic en s’appuyant sur la séquence de réglage ?
- Un problème récurrent ! La machine est-elle dans ses conditions d’origine ?
- L’automaintenance a-t-elle mis en évidence des dérives ?
Sans management la démarche restera technique dérivera vers
- Un système rigide appartenant à un service support
- Le message simpliste « touche pas à ça p’tit con ! »
La démarche sera réussie si
- En atelier, la démarche est tellement présente que tout nouvel entrant l’adopte naturellement
- La dérive est rendue tellement visible qu’elle en est insupportable
- N’importe quel visiteur, auditeur, manager peut s’apercevoir qu’un moyen de production est déréglé
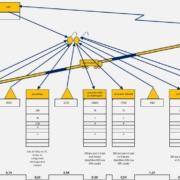
La cohérence de la méthode : des poupées russes
- D’une vision globale à une vision détaillée
- La même logique de structuration des documents