MRP, CBN, GPAO ça sert à quoi ?
le MRP c’est juste le cœur de la GPAO ! Sans cœur, pas de vie.
Le MRP, c’est un peu ce que maman fait à la maison. L’anniversaire des triplés est programmé pour dimanche. Il faut LES gâteaux faits maison pour impressionner les 17 copains et leurs mamans ! Maman prend donc le recette pour déterminer les ingrédients les ustensiles et le temps que cela va lui prendre. Elle planifie l’ensemble des ressources. 4 heures de boulot, le four 2 plats, le blender … Il lui faut 4 œufs, 200g de farine, 100g de fruits confits, un verre de rhum, 1/2l de lait, 3CS d’huile … Elle multiplie tout cela par 4 pour 4 gâteaux ! Elle calcule les besoins bruts.
Puis elle regarde donc dans le frigo, les placards de la cuisine, elle tient compte de ce qui lui reste … Et ce litre de lait là ? Non on n’y touche pas, on ne le compte pas ! C’est celui que papa doit utiliser en dépannage (sécurité) pour faire une semoule aux enfants au cas maman rentre trop tard. Elle fait le Calcul des Besoins Nets !
Maintenant il n’y a plus qu’à faire la liste des courses et envoyer papa au supermarché …. Il faut bien qu’il fasse quelque chose dans cette histoire !
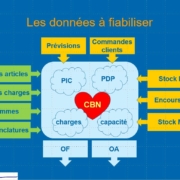
Ce qu’il y a dans la GPAO c’est tout ça : Le livre de recettes, l’inventaire du frigo et des placards … La GPAO contient tous les éléments qui permettent le calcul des besoins nets : le CBN. MRP2 est la méthode de calcul.