Le Value Stream Mapping : enjeux et construction de votre schéma directeur lean management
Un processus industriel, administratif, peut se révéler très difficile à expliquer. Les flux se croisent, la gestion n’est pas visible. Le consultant VSM vous aide à identifier les enjeux et construire votre schéma directeur industriel.
Vous cherchez à optimiser, réorganiser, vous voulez donner de la cohérence à votre projet industriel.
- Où sont les enjeux ?
- Le changement vaut-il vraiment « le coût » ?
- Mon projet permet-il de débloquer une situation devenue complexe ?
- Un chantier sans enjeux n’est que gaspillage …
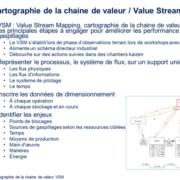
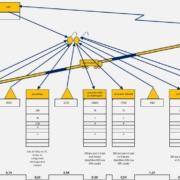
Value Stream Mapping VSM est le moyen le plus rapide de visualiser rapidement l’ensemble de son process industriel et son pilotage, pour établir un schéma directeur industriel et prioriser l’action. Il est plus important de travailler avec méthode que d’employer de grands moyens.
Après une série d’entretiens avec l’équipe de direction pour comprendre le business de l’entreprise, le rythme de consommation du client, les familles produit-process nous mettons en oeuvre la formation action..
Votre équipe de direction établit pas à pas le Value Stream Mapping VSM sur le terrain avec l’accompagnement du consultant JLCE.
Parce que la vérité se situe dans l’atelier, sur cette base nous construisons ensemble le schéma directeur lean management de l’entreprise.
- Implantations
- Règles de gestion
- Investissements
- Organisation des équipes
- Flux
- Système d’information …
Le Value Stream Mapping VSM est une méthode puissante qui vous révèle en quelques heures les points bloquants par une mise à plat méthodique des flux physiques et de leur système de pilotage. Le Value Stream Mapping VSM vous permet en quelques heures de déterminer par où commencer et de fixer les objectifs conformes aux enjeux.
Le schéma directeur industriel lean est établi lors d’un séminaire au cours duquel toutes les hypothèses sont confrontées aux mêmes critères de décision. Ce travail aboutit à un consensus robuste assumé par l’ensemble de l’encadrement.